Been using this EXACT same setup for a long time now, haven't changed a thing. Haven't cut in a few days, fired up the table today and it was mis firing like crazy..or lack of firing completely. Tried new tip/electrode and no difference. Air pressure is good at 85psi (again nothing ever changed)
Played around with some things and from what I can tell the plasma won't fire until the post flow stops. There is no adjustment for post flow on my plasma either, only cutting current.
What could cause this?
I know for a fact that my compressor has a lot of moisture in it; when I disconnect the line from the compressor I get water on my hands. I did drain it very recently but I guess I didn't get all the water out so I'll have to do that again, but I can't imagine that is causing this issue.
Plasma won't arc until post flow stops
-
gamble
- 4 Star Member

- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Plasma won't arc until post flow stops
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
beefy
- 4.5 Star Member

- Posts: 1503
- Joined: Fri Jan 18, 2013 3:19 am
Re: Plasma won't arc until post flow stops
I'd transfer that question to the Hypertherm section of the forum so Jim sees it, or contact Hypertherm tech support. I think the post cut airflow is fixed at 10 seconds UNLESS a TORCH ON signal arrives during the post cut air flow.
My first thoughts are it's an issue with the plasma cutter itself.
If I'm not wrong then when the post cut air flow is on, and a TORCH ON signal arrives, the plasma cutter air solenoid should de-energise and stop the post cut air flow. This allows the electrode to re-contact the inside of the nozzle, then the pilot arc can start again. If the air is not even shutting off when the TORCH ON signal arrives, maybe the electronics have a fault.
Hope it turns out to be something not as drastic as that, good luck.
Keith.
My first thoughts are it's an issue with the plasma cutter itself.
If I'm not wrong then when the post cut air flow is on, and a TORCH ON signal arrives, the plasma cutter air solenoid should de-energise and stop the post cut air flow. This allows the electrode to re-contact the inside of the nozzle, then the pilot arc can start again. If the air is not even shutting off when the TORCH ON signal arrives, maybe the electronics have a fault.
Hope it turns out to be something not as drastic as that, good luck.
Keith.
2500 x 1500 water table
Powermax 1250 & Duramax torch (because of the new $$$$ync system, will buy Thermal Dynamics next)
LinuxCNC
Sheetcam
Alibre Design 3D solid modelling
Coreldraw 2019
Powermax 1250 & Duramax torch (because of the new $$$$ync system, will buy Thermal Dynamics next)
LinuxCNC
Sheetcam
Alibre Design 3D solid modelling
Coreldraw 2019
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
It's on the longevity plasma cutter
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
Brand X
- 3.5 Star Member

- Posts: 511
- Joined: Wed Apr 23, 2014 2:48 pm
Re: Plasma won't arc until post flow stops
Really seems like a good time to ditch that longevity plasma cutter, and buy a machine torch/thc for your 45 machine.. That would solve 90% of your problems.. Retro to CandCNC thc, control box, SheetCam, and Corel draw for starters.. You will be money ahead long term. I will say once you get a quality THC,software, then with any quality plasma cutter you can get excellent results. Without it, might as well forget about it..
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
I have been looking for a hyoertherm machine torch for a long time, but don't have the funds.
Also have a butt load of consumables for the longevity.
I have Corel draw, still not sure what it can do other than my torchmate software.
Also have a butt load of consumables for the longevity.
I have Corel draw, still not sure what it can do other than my torchmate software.
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
jimcolt
- 5 Star Elite Contributing Member

- Posts: 3087
- Joined: Mon Jul 20, 2009 11:18 pm
- Location: North Carolina
Re: Plasma won't arc until post flow stops
A bad swirl ring and or retaining cap can cause your symptoms on the longevity. Another cause would be an air solenoid that was not closing quickly. The airflow at the torch has to almost completely stop (in a blowback style torch) in order to refire. Could also be a sticking plunger assembly in the torch.
Your signature line says you have a Powermax45......why don't you use that?
Jim Colt
Your signature line says you have a Powermax45......why don't you use that?
Jim Colt
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
Trying to find a machine torch. Waiting to find one that k can afford
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
beefy
- 4.5 Star Member
- Posts: 1503
- Joined: Fri Jan 18, 2013 3:19 am
Re: Plasma won't arc until post flow stops
Might be an idea to mention which cutter it is in your opening post. I seen the 45 in your equipment list and assumed that was the one, didn't actually notice the other one. Now I learn you're not even using the 45 with your cnc.gamble wrote:It's on the longevity plasma cutter
My table lacks rigidity at the moment. I've got a Duramax machine torch which cuts a lot faster than the original hand torch. So all I did was make an overhead swing arm for the hand torch so I can use either, plus I can quickly remove the hand torch for hand cutting use. Lots of people using hand torches on their tables.
2500 x 1500 water table
Powermax 1250 & Duramax torch (because of the new $$$$ync system, will buy Thermal Dynamics next)
LinuxCNC
Sheetcam
Alibre Design 3D solid modelling
Coreldraw 2019
Powermax 1250 & Duramax torch (because of the new $$$$ync system, will buy Thermal Dynamics next)
LinuxCNC
Sheetcam
Alibre Design 3D solid modelling
Coreldraw 2019
-
KIDTech
- 3 Star Member

- Posts: 359
- Joined: Tue Oct 28, 2014 1:21 pm
Re: Plasma won't arc until post flow stops
On my 42i I had a similar issue. It would fire on the first try then wouldn't fire again until the air stopped and that was only sometimes; tear the torch apart and everything looked good. Come to find out plasma cutters are not meant to pierce (cough cough, not true) and the torch electrode would recess into the torch assembly, plunger I assume, and get stuck there until the air stopped or I tore it apart. I figured this out by unplugging the machine, tearing apart the torch to just the electrode and pushing it in. It would stick there for 10 seconds or so. I then put the torch back together, plugged it in and remounted it on the table. Then I fired the torch from Mach, stopped the arc and fired it again. No light, then I tapped the top of the torch housing briskly with a screwdriver and wouldn't you know it, an arc. May not be your issue but it also may. I ended up with a PM65 and am pretty upset I didn't buy it in the first place.
DIY 5x10 v rail, rack and pinion
Gecko g540
Pm65 - aka game changer
Longevity ForceCut 42i is sitting on the shelf
Proma THC
ACAD, SheetCam, Mach3
Millermatic 211
NEW HORSE IN THE STABLE:
4'x8' LDR downdraft w/a scribe
Milltronics Partner 2 CNC mill
Gecko g540
Pm65 - aka game changer
Longevity ForceCut 42i is sitting on the shelf
Proma THC
ACAD, SheetCam, Mach3
Millermatic 211
NEW HORSE IN THE STABLE:
4'x8' LDR downdraft w/a scribe
Milltronics Partner 2 CNC mill
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
I will try a new swirl ring first just for curiosity. I took the air compressor out and drained it and let it run for 5 minutes with the drain open.
I would love to make a boom for my torches to make them easy to change but I can't figured out a good design yet. I would love to make a laptop stand too but again I struggle with creativity sometimes.
The 62i has been on my table for maybe a year now, it's never given me a single issue until now. I LOVE THIS THING.
I'm trying to stick to machine torches only as it's easier to get the torch perfectly plumb (if that is the right word?) Maybe i'll try the 45. I bought it with the intentions of throwing it on the cnc, but still waiting on that machine torch. I also only have 1 set of consumables
I also need to clean the table a little bit and figure out why this thing can't cut a 1/2" hole that isn't oblong on a part that is only .090. AAHAHAHH the fun never ends
I would love to make a boom for my torches to make them easy to change but I can't figured out a good design yet. I would love to make a laptop stand too but again I struggle with creativity sometimes.
The 62i has been on my table for maybe a year now, it's never given me a single issue until now. I LOVE THIS THING.
I'm trying to stick to machine torches only as it's easier to get the torch perfectly plumb (if that is the right word?) Maybe i'll try the 45. I bought it with the intentions of throwing it on the cnc, but still waiting on that machine torch. I also only have 1 set of consumables
I also need to clean the table a little bit and figure out why this thing can't cut a 1/2" hole that isn't oblong on a part that is only .090. AAHAHAHH the fun never ends
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
Here is what I tried
* cleaned the plunger
* new swirl ring = no change
* new retaining cap = no change
* hand torch = no change. so this lead me to believe it was the machine itself. I set the post flow to the "set" position then turned it off and post flow would continue for 15 seconds. Every time I hit the trigger post flow would go for about 15 seconds. So i had a feeling it was the gas solenoid.
It has to be the oddest gas solenoid I have ever seen.
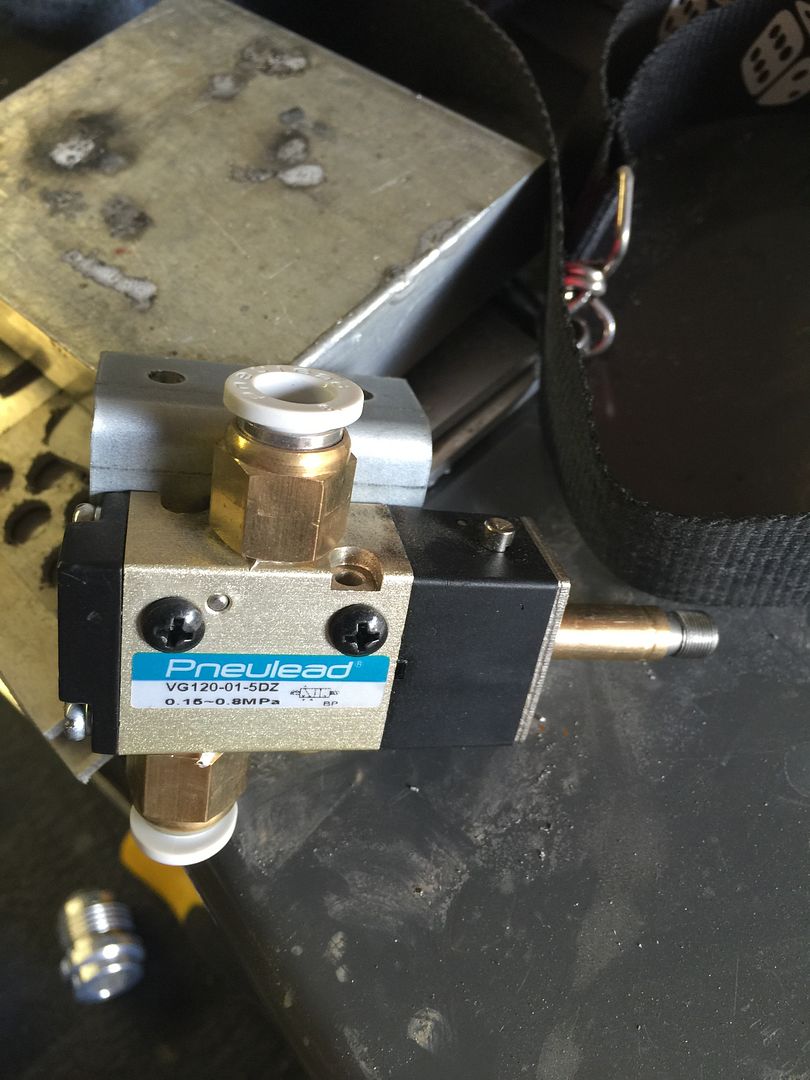
So i took off the hose ends and there is a cap with gold BB's on the top. Looks like a filter. Took that off and blew some air in there, blew some air in that long end where the voltage connector goes. Anywhere I could without taking off the ends because I know there are internal springs and I'd never be able to get it back together. Blew out the machine while i was there.
Tested it and it was still jacked up for a few clicks, after hitting the tigger 10-20 more times i think it cleared itself up. So the last 20 or so trigger pulls it was great. I'd still like to get a new solenoid but I am sure longevity is the only place that sells them so I can't imagine they will be cheap. Will toss the top back on tomorrow and see what happens!
* cleaned the plunger
* new swirl ring = no change
* new retaining cap = no change
* hand torch = no change. so this lead me to believe it was the machine itself. I set the post flow to the "set" position then turned it off and post flow would continue for 15 seconds. Every time I hit the trigger post flow would go for about 15 seconds. So i had a feeling it was the gas solenoid.
It has to be the oddest gas solenoid I have ever seen.

So i took off the hose ends and there is a cap with gold BB's on the top. Looks like a filter. Took that off and blew some air in there, blew some air in that long end where the voltage connector goes. Anywhere I could without taking off the ends because I know there are internal springs and I'd never be able to get it back together. Blew out the machine while i was there.
Tested it and it was still jacked up for a few clicks, after hitting the tigger 10-20 more times i think it cleared itself up. So the last 20 or so trigger pulls it was great. I'd still like to get a new solenoid but I am sure longevity is the only place that sells them so I can't imagine they will be cheap. Will toss the top back on tomorrow and see what happens!
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
acourtjester

- 6 Star Elite Contributing Member

- Posts: 8148
- Joined: Sat Jun 02, 2012 6:04 pm
- Location: Pensacola, Fla
Re: Plasma won't arc until post flow stops
You can find air solenoids for either 120VAC or 12VDC on ebay cheap.
DIY 4X4 Plasma/Router Table
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
ya i guess if the voltage matches that's all i need right?
I think it said 12 or 24vDC. I'll have to go take another look
I think it said 12 or 24vDC. I'll have to go take another look
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
acourtjester
- 6 Star Elite Contributing Member
- Posts: 8148
- Joined: Sat Jun 02, 2012 6:04 pm
- Location: Pensacola, Fla
Re: Plasma won't arc until post flow stops
I found air solenoids that I used on my scribe on ebay They have different voltages just do a search for what you need.
DIY 4X4 Plasma/Router Table
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
I threw it back together and fired it up and what do you know. Same issue 
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
jimcolt
- 5 Star Elite Contributing Member
- Posts: 3087
- Joined: Mon Jul 20, 2009 11:18 pm
- Location: North Carolina
Re: Plasma won't arc until post flow stops
Contact tech support at Longevity....I'm sure they can help. Let us know how that works out....
Jim Colt
Jim Colt
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
I emailed them last night on a part number/price for the solenoid.
Jim, I may hook up the hand torch and the PM45, do you know off hand what wires inside the machine are the trigger wires?
Jim, I may hook up the hand torch and the PM45, do you know off hand what wires inside the machine are the trigger wires?
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
So what happens when you have a plasma cutter that has a delay to arc. Same torch hooked up, different machine. Works ok as a back up I guess. But it either doesn't fire at all, or it will fire 3-4 seconds into the cut.
Where is the nearest wall to bash my head into
Where is the nearest wall to bash my head into
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
tnbndr

- 4.5 Star Elite Contributing Member

- Posts: 1688
- Joined: Mon Jan 09, 2012 4:30 pm
- Location: New Berlin, WI
- Contact:
Re: Plasma won't arc until post flow stops
Not trying to be judgemental or sarcastic here, just evaluating the situation.Same torch hooked up, different machine. Works ok as a back up I guess
So if I understand your posts, you have two Longevity Plasma cutters and one torch and can't get any to work.
And you have a PM45 with hand torch sitting on the shelf!
And you have spent countless hours trying to troubleshoot the issues!
If it were me I would list both the Longevity cutters and torch on craiglist or ebay. You should be able to get almost enough to purchase a machine torch for the PM45. Hook the PM45 with machine torch to the plasma table and you can use the hand torch when needed for other cutting, easy swap out. And the hand torch can be used to cut up skeletons on the plasma table also. Just my $.02 worth.
You will be much happier cutting product than troubleshooting problems.!!!
Dennis
LDR 4x8, Scribe, DTHCIV
Hypertherm PM45, Macair Dryer
DeVilbiss Air America 6.5HP, 80Gal., 175psi, Two Stage
16.9scfm@100psi, 16.0scfm@175psi
Miller 215 MultiMatic
RW 390E Slip Roll (Powered)
AutoCAD, SheetCAM, Mach 3
http://ikescreations.com
LDR 4x8, Scribe, DTHCIV
Hypertherm PM45, Macair Dryer
DeVilbiss Air America 6.5HP, 80Gal., 175psi, Two Stage
16.9scfm@100psi, 16.0scfm@175psi
Miller 215 MultiMatic
RW 390E Slip Roll (Powered)
AutoCAD, SheetCAM, Mach 3
http://ikescreations.com
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
I have had my thermal arc welder and one of my plasma cutter on Craigslist for weeks. Not a single nibble and they are priced very fairly.
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
jimcolt
- 5 Star Elite Contributing Member
- Posts: 3087
- Joined: Mon Jul 20, 2009 11:18 pm
- Location: North Carolina
Re: Plasma won't arc until post flow stops
To electrically interface the hand torch to a cnc on (Hypertherm Powermax) you will need to look at the wiring diagram (in the manual) and determine which wires to cut and splice. Since it involves bypassing the hand torch safety trigger circuit....you won't find a Hypertherm employee that can suggest how to do this. It is fairly easy and many have done so.
The machine torch does not have a trigger switch, and is easily interfaced from the rear panel CPC interface port.
Jim Colt Hypertherm
The machine torch does not have a trigger switch, and is easily interfaced from the rear panel CPC interface port.
Jim Colt Hypertherm
gamble wrote:I emailed them last night on a part number/price for the solenoid.
Jim, I may hook up the hand torch and the PM45, do you know off hand what wires inside the machine are the trigger wires?
-
jimcolt
- 5 Star Elite Contributing Member
- Posts: 3087
- Joined: Mon Jul 20, 2009 11:18 pm
- Location: North Carolina
Re: Plasma won't arc until post flow stops
Most cnc machines interface using the arc transferred output (which, on Hypertherm Powermax systems is pins 12 and 14 on the CPC port). This is a contact closure that occurs whenever cutting current is sensed on the work cable (sometimes called ground clamp)......and the cnc monitors this signal to determine when the plasma arc starts cutting metal.....then starts the pierce delay timer, the ACV (height control) timer, etc. When this is properly interfaced varying torch start delays are 100% compensated for. If for any reason the plasma arc extinguishes mid cut...this signal is used to stop motion so you can figure out the issue (could just be low air pressure) and restart the cut without losing position.
Jim Colt Hypertherm
Jim Colt Hypertherm
gamble wrote:So what happens when you have a plasma cutter that has a delay to arc. Same torch hooked up, different machine. Works ok as a back up I guess. But it either doesn't fire at all, or it will fire 3-4 seconds into the cut.
Where is the nearest wall to bash my head into
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
Can I use the cnc port on the back and hand torch and not have to bypass anything?
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
-
jimcolt
- 5 Star Elite Contributing Member
- Posts: 3087
- Joined: Mon Jul 20, 2009 11:18 pm
- Location: North Carolina
Re: Plasma won't arc until post flow stops
The start input on the rear panel CPC (circular plastic connector) port will not function with a hand torch for safety reasons. Hand torches are designed to operate from the trigger switch. If you choose to bypass the safety trigger, that is your decision!
Here's why:
About 20 years ago a customer with a Hypertherm plasma system had both a hand and a machine torch. The machine torch stayed mounted on a track burner, the hand torch was used often for other jobs. In those days the start input was the same for both hand and machine torches.....so the trigger switch could fire the torch, and the remote wiring from the track burner could also fire whichever torch was connected.
One day a worker needed to use the track burner, and turned on the plasma, set the track burner up for the cut. He/she assumed the machine torch (mounted on the track burner) was connected to the Hypertherm power supply. The previous shift.....another operator had been using the hand torch.....leaving it connected to the power supply, and at the end of the shift neatly coiled the hand torch and leads and hung them on the cylinders of a set of oxy-fuel torches.
So...the operator of the track burner put on his personal protective gear and hit the remote plasma start switch, fully expecting the machine torch to fire......however the hand torch (wrapped around the high pressure acetylene cylinder) fired, piercing a hole in the cylinder. The ensuing explosion and fire destroyed the building and all contents, fortunately no one was seriously injured (or killed).
Ultimately the case went to court with the lawyers and judge finding Hypertherm at fault. All hand torches can only fire from their onboard safety trigger switch since that event.
Jim Colt
Here's why:
About 20 years ago a customer with a Hypertherm plasma system had both a hand and a machine torch. The machine torch stayed mounted on a track burner, the hand torch was used often for other jobs. In those days the start input was the same for both hand and machine torches.....so the trigger switch could fire the torch, and the remote wiring from the track burner could also fire whichever torch was connected.
One day a worker needed to use the track burner, and turned on the plasma, set the track burner up for the cut. He/she assumed the machine torch (mounted on the track burner) was connected to the Hypertherm power supply. The previous shift.....another operator had been using the hand torch.....leaving it connected to the power supply, and at the end of the shift neatly coiled the hand torch and leads and hung them on the cylinders of a set of oxy-fuel torches.
So...the operator of the track burner put on his personal protective gear and hit the remote plasma start switch, fully expecting the machine torch to fire......however the hand torch (wrapped around the high pressure acetylene cylinder) fired, piercing a hole in the cylinder. The ensuing explosion and fire destroyed the building and all contents, fortunately no one was seriously injured (or killed).
Ultimately the case went to court with the lawyers and judge finding Hypertherm at fault. All hand torches can only fire from their onboard safety trigger switch since that event.
Jim Colt
-
gamble
- 4 Star Member
- Posts: 950
- Joined: Thu Jan 02, 2014 6:33 pm
Re: Plasma won't arc until post flow stops
holy shit! WOW
Good thing nobody was hurt but it sucks to be them. I'm looking into a machine torch just because I don't want to mess with safety circuits and it would be easier to just use the hand torch for hand cutting if needbe.
Good thing nobody was hurt but it sucks to be them. I'm looking into a machine torch just because I don't want to mess with safety circuits and it would be easier to just use the hand torch for hand cutting if needbe.
Torchmate 2x2 - Flashcut
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor
Powermax 45 - Machine torch
Taig CNC Mill - Flashcut
Razorweld Distributor