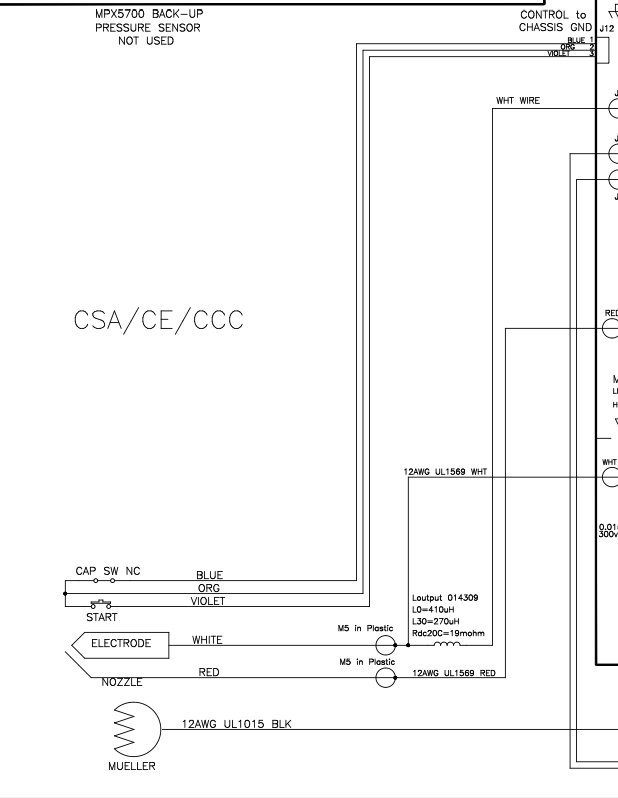
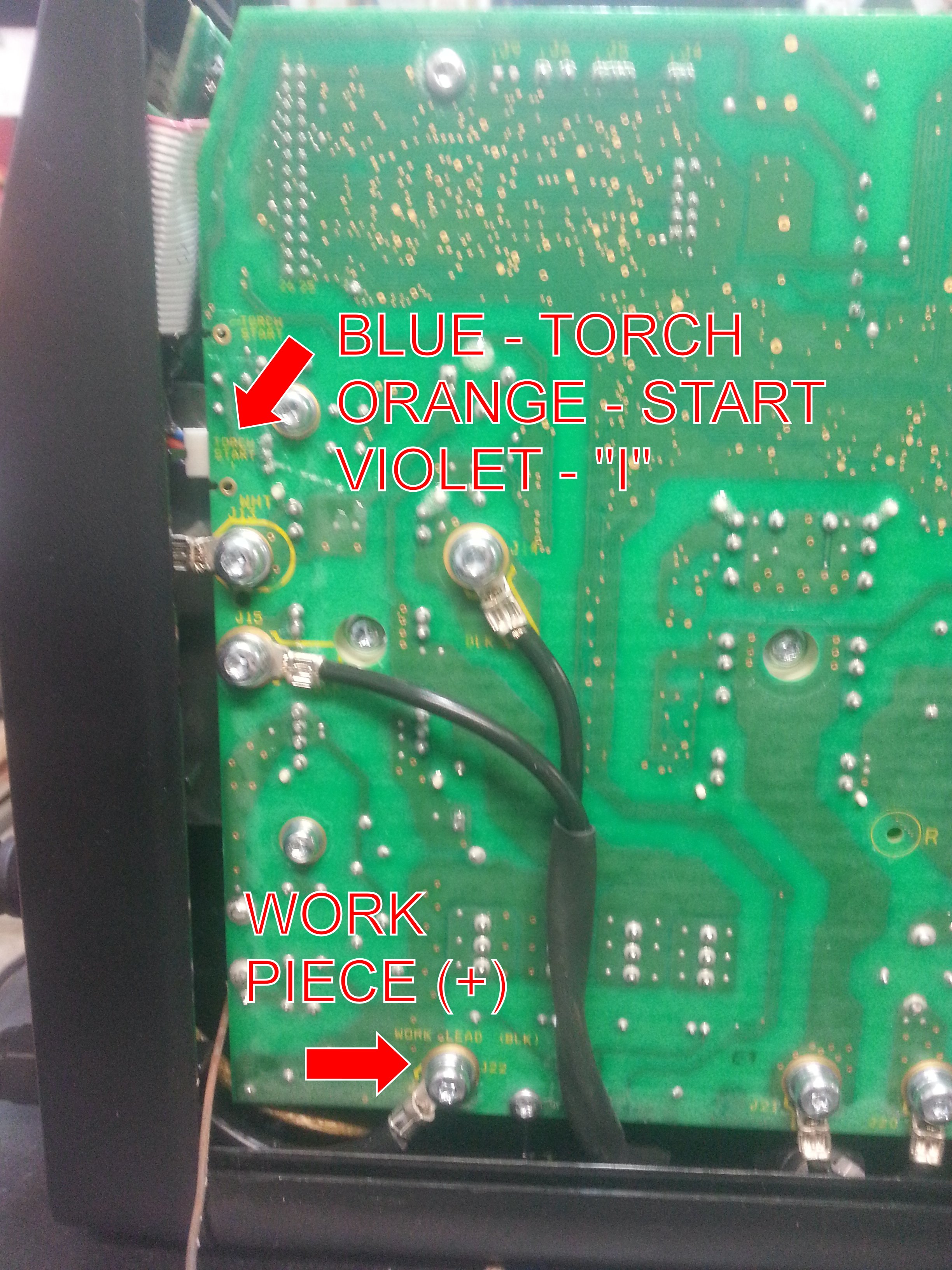
black - work piece clamp - labeled WORK LEAD (BLK)
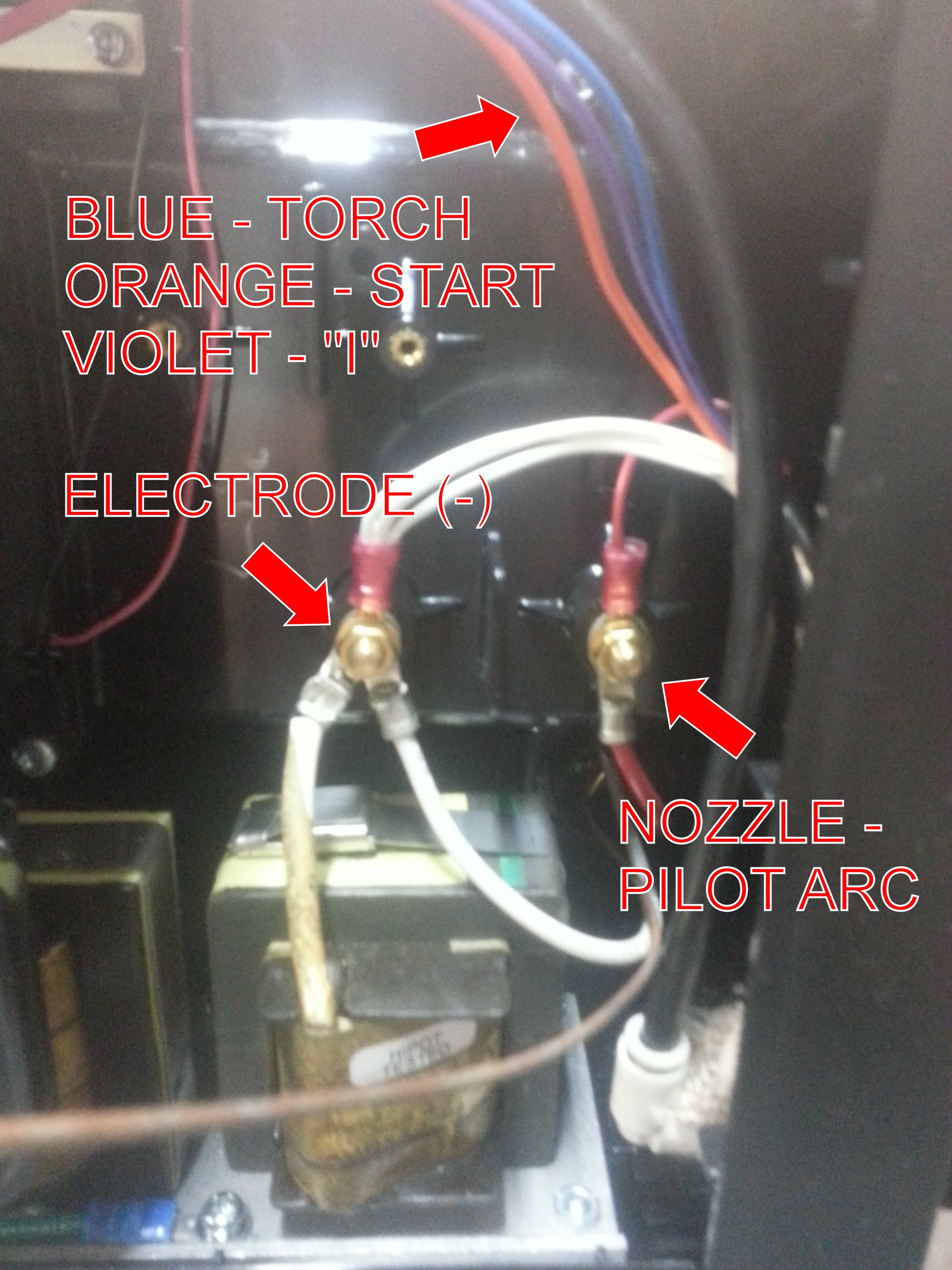
white - electrode
red - pilot arc to nozzle
orange - start switch 1 - labeled START
violet - start switch 2 - labeled "I"
blue - ? - labeled TORCH on circuit board, CAP SW NC on schematic
connections:
work lead (+) to electrode (-) - arc voltage for torch height controller e.g. Proma Compact THC 150
parallel start switch 1 and 2 to normally open relay contacts
questions:
What is the purpose of the blue (TORCH/CAP SW NC) lead?
Is there any way to pick off the OVERHEAT SHUTDOWN signal (other than watching arc voltage drop to 0)?
It is important to know when arc is transferred from pilot (firing) to work piece (cutting) and vice versa when e.g. cutting expanded metal or passing over a hole or wide kerf?
Caveats acknowledged modding Powermax30XP for CNC:
* no convenient CPC connector for start switch and 50:1 divided arc voltage
* warranty void
* dangerous voltages
* only 35% duty cycle
* no machine torch
Thanks!